
蔡司GOM三维扫描仪销售商
高精度·自动·批量·快速三维测量
高精度·自动·批量·快速三维测量
数字坐标测量为生产实际提供了一种全新的产品几何特性测量评定方法,它完全改变和提升了计量检测技术的内涵,特别是数字化技术的引人,使GPS标准体系从基于几何理论转为基于计量数学理论。
(1) 工作流程和相关规范
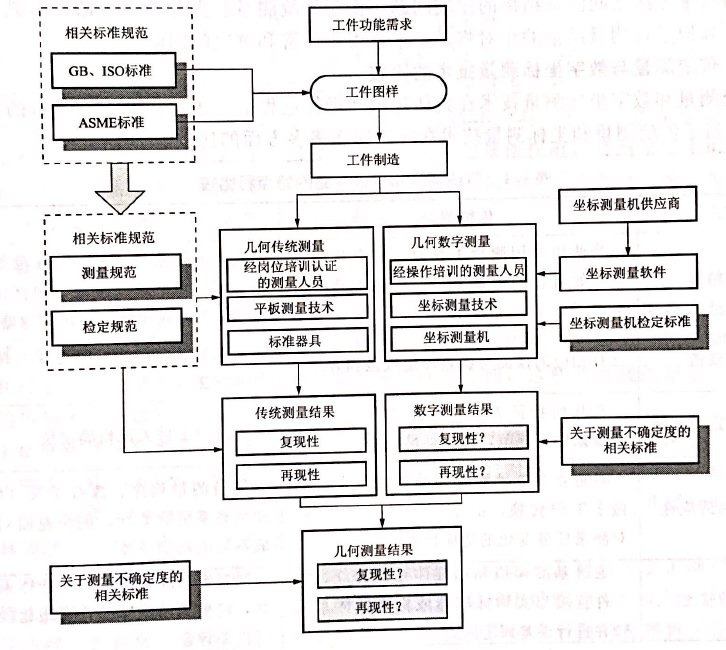
从图中我们可以看到,总体上看两种测量方法的操作流程差不多,但传统测量方法经过多年的发展,已形成了完整的技术、规范和操作流程。而坐标测量方面,有很多细节问题需要完善,其中主要包括:
①现有标准和规范体系目前已对几何定义等内容进行了规范,但针对坐标测量具体操作过程的相关规范还未制定完毕,造成了目前测量过程的不够规范,并引发一系列问题。
②由于坐标测量与传统测量技术在诸多方面存在着差异,这就造成了在两种测量方法测量结果比对时会出现问题。要有效地协调和解决这些问题,同样需要通过制定相关的规范来实现。
(2) 几何坐标测且需注意问题
如同我们对所有测量工作的要求一样,在几何坐标测量技术的实际应用中,需要重点关注的问题有三个:
①几何坐标测量系统的精度问题,这个主要是精度的可溯性问题,目前GB/T 16857《产品几何技术规范(GPS)坐标测量机的验收检测和复检检测》系列标准在一定程序上规范了这方面的工作;
②几何坐标测量过程中自身测量结果的复现性和再现牲问题在具体操作过程中,主要通过一人多次和多人多次的测量,来观察测量结果的稳定性;
③几何坐标测量结果与传统测量结果的对比问题,其中包括了在不同坐标测量系统,以及不同测量方法之间测量结果的比较问题。由于传统测量和坐标测量方法在基础理论上的不同,如何进行测量结果的比对将是一个不得不回答和解决的问题。
(3) 传统测量与数字坐标测量技术的比较
传统测量和数字坐标测量技术在具体运用和操作过程中,还存在着许多各自的特点,下面罗列了传统测量和坐标测量技术在应用层面诸多方面的比较。
|
比较内容 |
传统测量 |
数字测量 |
|
测量精度 |
当使用专用测量工具时,单个几何特征(如直径的测量等)的测量不确定度可能更小 |
由于测量原理、方法与规范等方面的原因,单个几何特征(如直径的测量等)的测量不确定度不容忽略 |
|
操作规范 |
已有相应的检测与误差评定规范和方法 |
尚 未形成完整的检测与误差评定规范和方法 |
|
被测工件定位要求 |
在几何特征方向和位置误差测量时,需根据检测规范,将工件精确定位 |
测量中工件无需精确定位 |
|
对工件的适应性 |
测量复杂工件需使用专用测量工具或做多工位转换,准备和测量过程复杂,对测量任务变化的适应性差 |
凭借测量程序、探针系统(组合)和装夹系统的柔性,能快速面对并完成不同的测量任务 |
|
评定的基准
|
通过基准模拟个基准体系的建立,将工件直接与实物标准器或标准器体系比较并进行误差评定 |
通过对基准的拟合和基准体系的建立,将被测工件与理论模型比较并进行误差评定
|
|
测量功能 |
尺寸误差和几何误差需使用不同的工具进行测量评定 |
尺寸误差和几何误差的测量与评定可存一台仪器上完成 |
|
测量结果特点 |
以手工测量为主,数据稳定性保证困难,工作效率低 |
能方便地生成一体化、较完整的测量或统计报告 |
|
操作方式 |
准备与测量操作时间较长,特别是面对批量测量时 |
通过编程实现自动测量,数据稳定工作效率高,特别适用于批量测量 |
|
测量时间 |
准备与测量操作时间较长,特别是面对批量测量时 |
准备与测量时间较短,特别是在批量测量时 |
|
从业人员要求 |
对测量人员的技能水平要求高 |
对测量人员的综合技术素养要求高 |
从对比中我们可以总结出以下几点:
①从理论上看,两种测量技术的主要功能都是工件几何特征的测量和误差评定,但由于测量精度、测量方法、自动化程度等诸多方面的不同,因此在实际工作中,它们应该是有比较明确的分工和互补口相对而言,坐标测量系统较多应用在综合测量和需要质量信息数字化的场合。而传统测量一般多用于工序中的通止测量,以及单一几何特征的高精度测量方面。
②由于二者之间存在着基础理论方面的不同,因此在二者测量数据比对时需要特别注意,特别是当被测工件的状态不佳时,如果没有详细的测量规范作为比对依据,其数据比对结果将无实际意义。有关这方面内容将在后续章节中详细展开。
③尽管传统测量和数字坐标测量技术的理论基础不一样,但它们的测量对象是一样的,当被测工件的精度状态良好,同时又制定有良好的操作规范,其测量结果就具有可比性。由于传统测量技术非常直观,同时又是测量工作的基础,因此充分了解传统几何测量技术,将有助于我们对坐标测量技术的了解和应用。
上一篇:
下一篇:
苏州邦恩精密仪器有限公司(以下简称邦恩精密)是一家专注于高端品牌测量仪器销售和服务的公司,自创办以来,一直致力于与行业内享有盛名的知名品牌合作,为客户提供全方位的高端品质测量解决方案。

